The global Off-Road Vehicle Wheel Hub Bearing Units Market is projected to grow from USD 520.0 million in 2026 to USD 847.0 million by 2036, expanding at a compound annual growth rate (CAGR) of 5.0% during the forecast period. The market is being driven by increasing demand for durable wheel-end components, rising mechanization in agriculture and construction, and growing adoption of sealed hub assemblies that reduce maintenance requirements while improving equipment reliability.
As off-road vehicles operate in some of the harshest environments—including muddy fields, construction sites, mining operations, and rugged terrain—the need for wheel hub bearing units capable of withstanding heavy loads, contamination, and prolonged operating hours has become increasingly important. Equipment manufacturers and fleet operators are prioritizing wheel-end solutions that maximize uptime, minimize service intervals, and lower total maintenance costs.
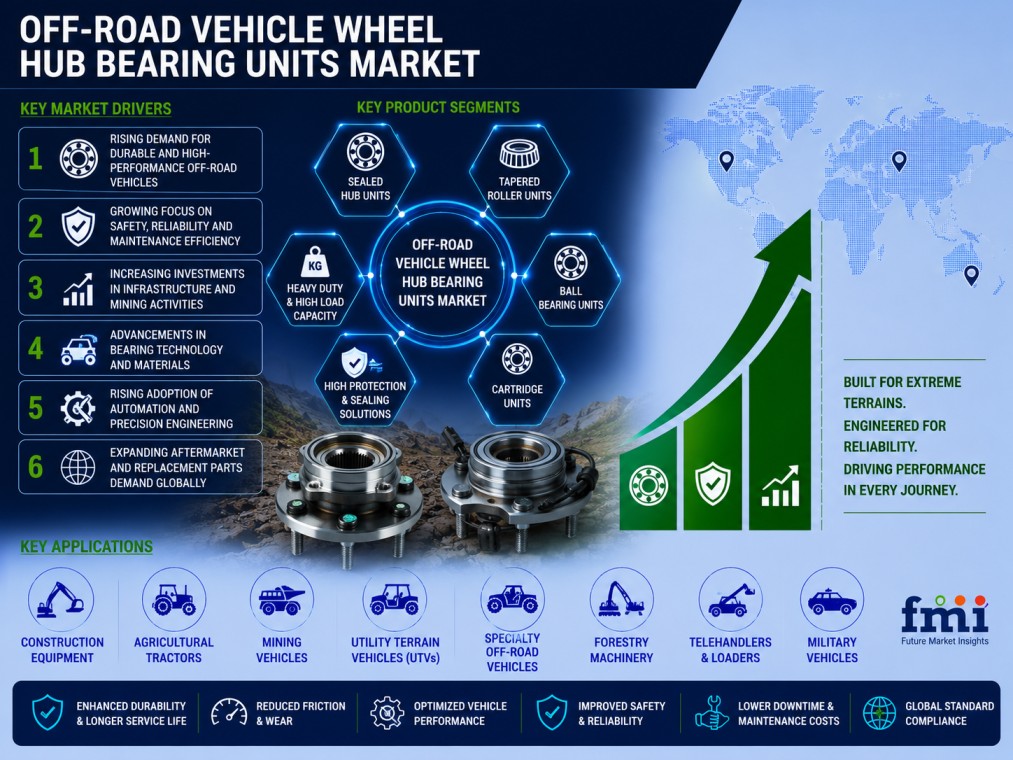
Growing Demand for Reliable Wheel-End Systems Fuels Market Expansion
Wheel hub bearing units play a vital role in supporting vehicle loads, enabling smooth wheel rotation, and protecting critical wheel-end components from dust, water, mud, and debris. Failures in these systems can result in costly equipment downtime, increased maintenance expenses, and reduced operational productivity.
Modern off-road fleets are operating under increasingly demanding conditions, requiring components that deliver consistent performance throughout extended service cycles. As a result, integrated wheel hub assemblies featuring advanced sealing technologies and preset bearing geometry are replacing traditional loose bearing systems across multiple equipment categories.
The transition toward ready-to-install wheel-end assemblies is expected to remain one of the strongest drivers of market growth over the next decade.
Sealed Hub Units Lead Bearing Design Segment
Among bearing designs, sealed hub units are expected to account for 42.0% of the global market in 2026, making them the preferred solution across numerous off-road applications.
Unlike conventional bearing assemblies, sealed hub units integrate bearings, seals, lubrication, and mounting components into a single factory-assembled package. This simplifies installation, eliminates manual grease packing, reduces assembly errors, and improves long-term reliability.
The integrated design also minimizes contamination risks while reducing maintenance frequency—an increasingly important advantage for equipment operating in muddy agricultural fields, dusty construction zones, and abrasive mining environments.
Manufacturers continue to expand sealed hub product portfolios to meet the growing demand for longer service life and lower ownership costs.
Heavy-Duty Seals Become Essential for Equipment Protection
Heavy-duty seals are projected to capture 44.0% of market demand in 2026, making them the dominant protection technology within wheel hub bearing systems.
Off-road machinery routinely encounters extreme operating conditions involving water, mud, sand, gravel, and abrasive particles. Advanced sealing systems prevent contaminants from entering the bearing cavity while retaining lubrication under heavy mechanical loads.
Improved sealing technology significantly extends bearing life, reduces unexpected failures, and lowers maintenance costs by protecting critical rolling surfaces throughout prolonged operation.
As fleet operators seek to maximize equipment availability, heavy-duty sealing solutions are becoming a key purchasing criterion for both OEMs and aftermarket buyers.
Agriculture and Construction Equipment Continue to Drive Demand
Agricultural tractors, construction machinery, mining vehicles, utility terrain vehicles (UTVs), and specialty off-road equipment collectively represent the largest users of wheel hub bearing units.
Modern agricultural operations increasingly rely on machinery capable of operating continuously during planting and harvesting seasons, making component reliability essential. Similarly, construction equipment often operates under high-load conditions where wheel-end failures can significantly impact project schedules.
Mining vehicles also require robust bearing assemblies capable of supporting heavy payloads while maintaining performance under constant vibration and harsh environmental conditions.
Growing infrastructure investment, agricultural mechanization, and industrial expansion across emerging economies continue to support rising equipment production and replacement demand worldwide.
OEMs Favor Factory-Tested Hub Assemblies
Original equipment manufacturers increasingly prefer factory-assembled wheel hub units because they improve production efficiency while ensuring consistent performance across vehicle platforms.
Preset bearing geometry, integrated sealing systems, and standardized installation procedures reduce assembly variation during manufacturing and help improve vehicle durability.
Factory-installed hub assemblies also simplify quality control while lowering warranty risks associated with improper bearing installation.
As OEMs continue focusing on product reliability and customer satisfaction, demand for validated wheel hub assemblies is expected to increase steadily.
Aftermarket Growth Supported by Faster Service Requirements
Beyond OEM production, aftermarket demand continues to expand as fleet operators prioritize rapid maintenance and reduced equipment downtime.
Dealer workshops and independent repair facilities increasingly prefer complete replacement kits that simplify servicing and reduce labor requirements. Ready-to-fit assemblies eliminate the need for bearing adjustment and lubrication during installation, allowing technicians to complete repairs more efficiently.
This trend is particularly important for fleets operating under seasonal time constraints where minimizing service interruptions directly impacts productivity and profitability.
Growing emphasis on preventive maintenance and lifecycle cost optimization is expected to strengthen aftermarket sales throughout the forecast period.
Technological Advances Improve Bearing Performance
Continuous innovation in bearing materials, sealing technologies, and manufacturing processes is transforming wheel hub bearing performance.
Manufacturers are introducing integrated sensing capabilities, improved corrosion resistance, enhanced lubrication systems, and optimized bearing geometries designed specifically for severe-duty applications.
Recent endurance testing has demonstrated substantial improvements in service life under demanding agricultural conditions, reflecting growing industry focus on maintenance reduction and equipment availability.
Advancements in double-row tapered roller bearings, integrated sealing systems, and sensor-equipped hub assemblies are expected to create new opportunities for suppliers serving high-performance off-road applications.
India and China Emerge as High-Growth Markets
India is projected to record the fastest market growth with a CAGR of 6.8% through 2036, supported by expanding agricultural mechanization, infrastructure development, and increasing domestic equipment production.
China also continues to represent a major growth opportunity due to strong manufacturing capabilities, expanding construction activity, and rising demand for advanced agricultural machinery.
Meanwhile, the United States and Germany maintain stable demand supported by mature construction equipment fleets, advanced engineering standards, and well-established dealer service networks.
Global suppliers are increasingly expanding local manufacturing, distribution, and technical support capabilities to strengthen their competitive position within these rapidly growing markets.
Competitive Landscape
Competition in the off-road vehicle wheel hub bearing units market centers on durability, sealing performance, service life, and complete replacement solutions.
Leading manufacturers continue investing in advanced bearing materials, integrated sealing technologies, corrosion-resistant coatings, and ready-to-install hub assemblies that improve reliability under severe operating conditions.
Companies capable of delivering validated products with extended service intervals, broad vehicle coverage, and strong dealer support are expected to strengthen their market presence throughout the forecast period.
Close collaboration with OEMs, agricultural equipment manufacturers, construction machinery producers, and aftermarket distributors remains a key competitive strategy for expanding global market share.
Future Outlook
The outlook for the global off-road vehicle wheel hub bearing units market remains positive as fleet operators place greater emphasis on reliability, maintenance efficiency, and equipment uptime.
Increasing mechanization across agriculture, construction, mining, and utility applications will continue driving demand for integrated wheel-end solutions that simplify servicing while extending component life.
As sealed hub technologies, advanced bearing materials, and intelligent wheel-end systems continue to evolve, manufacturers offering high-performance, maintenance-friendly products will be well positioned to capitalize on growing global demand through 2036.
Browse More Reports :
Telematics-Linked Fleet Battery Health Management Systems Market – https://www.openpr.com/news/4574119/telematics-linked-fleet-battery-health-management-systems
Ignition Systems for Range-Extended Hybrid Powertrains Market – https://www.openpr.com/news/4574131/ignition-systems-for-range-extended-hybrid-powertrains-market
Off-Highway Machine Position and Angle Sensor Components Market – https://www.openpr.com/news/4574145/off-highway-machine-position-and-angle-sensor-components