
When we think of textiles, we often think of comfort, fashion, and commodity. We think of a basic cotton T-shirt or a standard polyester jacket. However, in the worlds of aerospace, deep-sea exploration, and high-stakes medicine, fabrics aren’t just “worn”—they are engineered.
Technical textiles are a far cry from the fabrics in your wardrobe. They are materials designed primarily for their technical and functional properties rather than their aesthetic characteristics. If you’ve ever wondered why a carbon fiber panel or a fire-resistant flight suit costs exponentially more than a standard garment, the answer lies in a complex web of molecular engineering, specialized manufacturing, and rigorous validation.
The Molecular Foundation: It Starts with the Fiber
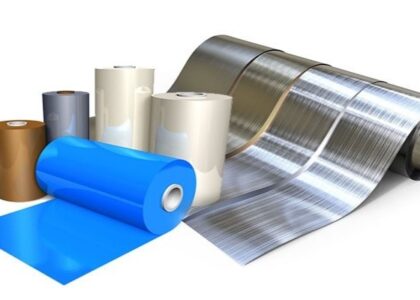
The most significant driver of cost in the technical textile world is the raw material. While commodity fabrics rely on mass-produced natural or synthetic fibers, technical textiles utilize high-performance materials like aramids, carbon fiber, and ultra-high-molecular-weight polyethylene (UHMWPE).
Take carbon fiber as an example. Its journey from a precursor (usually polyacrylonitrile) to a finished yarn involves high-temperature oxidation and carbonization in strictly controlled atmospheric conditions. This isn’t just “spinning yarn”; it is a chemical transformation that requires massive energy inputs and precision timing. When the raw fiber alone is priced significantly higher than conventional nylon, the finished product’s price floor is already set.
Exhaustive Market Report: A Complete Study
https://www.futuremarketinsights.com/reports/technical-textiles-market
The Manufacturing Complexity: More Than Just Weaving
Once the fibers are created, the “conversion” process adds another layer of financial weight. Standard textile mills focus on speed and volume. Technical converters focus on integrity and functionality.
Manufacturing often requires:
- Controlled Environments: Clean rooms to prevent microscopic contamination in medical or aerospace fabrics.
- Advanced Lamination: Bonding multiple layers of dissimilar materials—such as a breathable membrane to a chemical-resistant outer shell—without compromising the performance of either.
- Specialized Coatings: Applying electromagnetic shielding or flame retardants with micron-level precision.
Every step in this process involves specialized machinery and highly skilled labor, moving the production model away from “commodity” and into the realm of advanced manufacturing.
The Invisible Cost: Performance Validation
In the technical world, a fabric’s failure isn’t just a wardrobe malfunction—it’s a catastrophic risk. Whether it’s a geotextile holding back a mountainside or a graft used in a human artery, the margin for error is non-existent.
A significant portion of the “hidden” cost in these materials comes from testing and compliance. To meet industry standards, manufacturers must conduct:
- Mechanical Testing: Ensuring the fabric won’t snap under extreme pressure or tension.
- Chemical Permeation Trials: Proving that hazardous substances cannot seep through the barrier.
- Accelerated Aging: Simulating years of environmental wear to ensure long-term stability.
The documentation and traceability required for these certifications create a massive administrative overhead that commodity manufacturers simply do not carry.
Market Dynamics: Who Holds the Power?
The technical textile value chain is currently characterized by a “top-heavy” power structure. Global giants maintain a firm grip on the market through proprietary polymer chemistry. Because they own the patents on the base molecules, they can maintain premium pricing and create high barriers to entry for competitors.
Conversely, the fabric converters—the specialists who turn those fibers into specific products—often face “margin compression.” They are squeezed between the high costs of raw materials and the massive purchasing power of “Prime” customers, like aerospace or automotive manufacturers. These customers demand extreme customization, which prevents converters from achieving the economies of scale that usually drive prices down.
Summary: Performance over Price
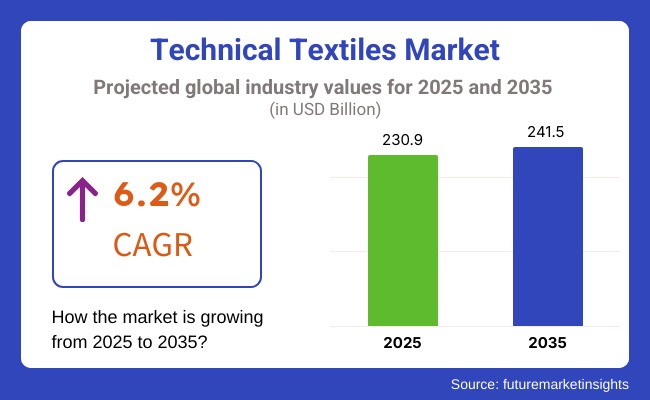
Ultimately, technical textiles cost more because they do more. We are paying for molecular engineering that resists intense flames, mechanical strength that rivals steel at a fraction of the weight, and the peace of mind that comes with rigorous, standardized validation.
As we push further into space, develop more sophisticated medical implants, and build greener infrastructure, the demand for these “super-fabrics” will only grow. While technology may eventually streamline production, the core value of a technical textile will always remain in its performance, not its price tag.